







 ОТПРАВИТЬ ЗАПРОС НА ДИАГНОСТИКУ
ОТПРАВИТЬ ЗАПРОС НА ДИАГНОСТИКУ 
Область применения IBAG Switzerland AG HSC распространяется от автомобильной и авиационной до ювелирной промышленности.
"PRECISE-ROTATION" ремонтирует и восстанавливает мотор шпиндели IBAG Switzerland AG. Служба ремонта прецизионных шпинделей "Точное вращение" осуществляет ремонт шпинделей IBAG Switzerland AG, реконструкцию шпинделей IBAG Switzerland AG, восстановление моторшпинделей IBAG Switzerland AG, ремонт и доработку шпинделей IBAG Switzerland AG, используемых в автомобильной, аэрокосмической, инструментальной, станкостроительной, промышленности.
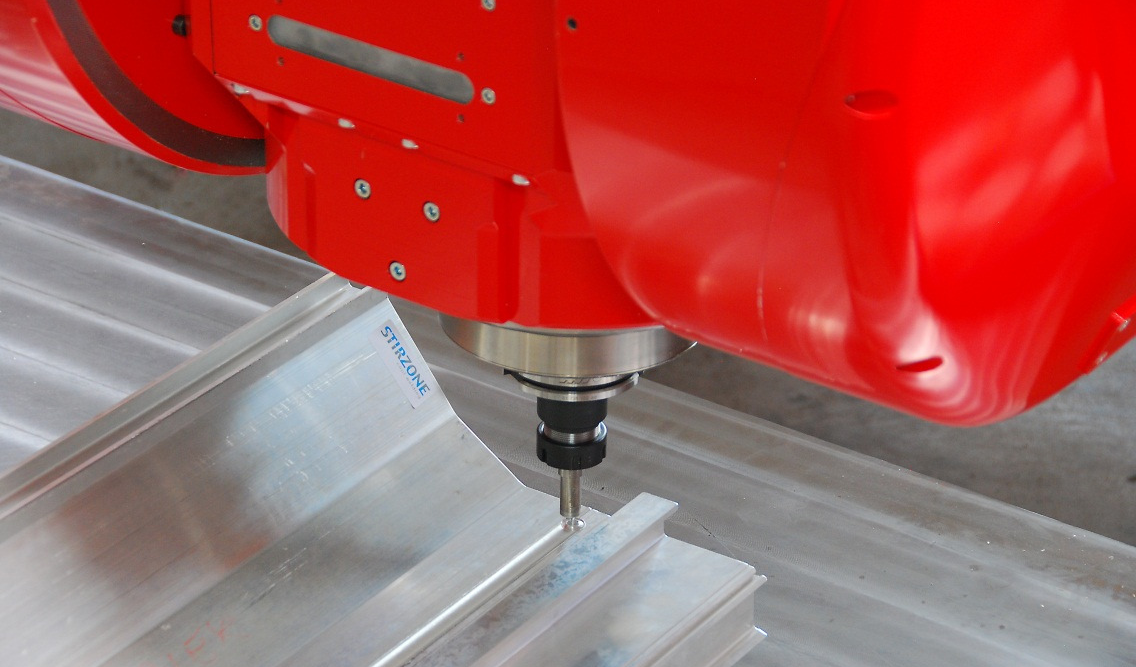
В тяжелые высокоскоростные шпиндели швейцарской фирмы шпиндель IBAG Switzerland AG встроены в обрабатывающие центры предприятий Боинга и BMW, а малые моторшпиндели наводят блеск на кристаллы Сваровского. Преимущества шпинделей IBAG признаны на мировом уровне: · сокращение времени производственного цикла на 50% и более; · максимальная производительность; · качество обработанной поверхности как после шлифования; · обработка деталей малых размеров включая нанотехнологии; · комплектная обработка детали с одного установа. Однако использование преимуществ HSC связано с определенными затратами и требует тщательного подхода к выбору шпинделя и инструмента.


Кроме того, высокоскоростное резание требует высокой степени оптимизации. Безупречная работа шпинделя возможна только в очень узкой области технологических параметров.
В данной статье изложен комплекс технических решений, реализованных IBAG для обеспечения качества и надежности высокоскоростных моторшпинделей IBAG, а именно: · опции контроля положения, температуры и вибраций;
· моторные технологии;
· обеспечение жесткости, точности и долгого срока шпиндель IBAG Switzerland без ремонта в широком диапазоне скоростей вращения; · опции охлаждения инструмента и заготовки; · оптимальный выбор параметров обработки;
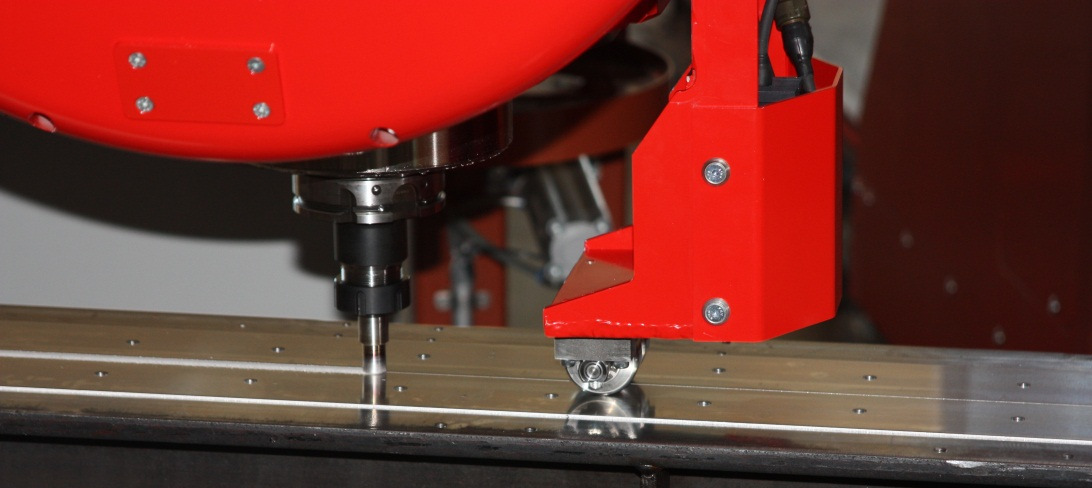
· применение тяжелых HF-моторшпинделей в авиакосмической и автомобильной промышленности. Опции контроля положения, температуры и вибраций Высокая степень надежности процесса обеспечивается с помощью так называемого Condition Monitoring – широкого наблюдения и контроля. Для этого необходима тщательно продуманная и по возможности близкая к процессу сенсорика. Поэтому "шпиндели IBAG Switzerland AG" опционально снабжает свои HF-моторшпиндели разнообразными датчиками и исполнительными элементами.
Оснащение "Condition Monitoring":

HF- моторшпиндель IBAG с проверенной сенсорикой и исполнительными элементами для контроля и надежности процесса высокоскоростной обработки.
Опция М:
Измерение смещения вала увеличивает точность Опция М заключается в оснащении моторшпинделя датчиком перемещений. Он измеряет обусловленные механически (высокими скоростями вращения) или термически смещения шпиндельного вала с точностью до единиц μ. Полученный от датчика аналоговый сигнал может быть использован любым устройством ЧПУ для расчета компенсации смещения вала. Компенсация смещения по нормали к обрабатываемой поверхности существенно повышает точность и качество обработки, что особенно важно при чистовом сверлении, в инструментальной промышленности, при точной и ультра точной обработке. Опция М + измерение температуры на подшипниках Для обеспечения надежной эксплуатации HF- шпинделей без ремонта в течение длительного времени их рабочее состояние контролируется датчиками температуры и вибраций, установленных на корпусе и на внешнем кольце подшипников с керамическими шариками.
Датчики температуры PT100 и PT1000 поставляют три возможных сигнала:
"Все в порядке", "Состояние критическое" и "Ошибка". Алгоритмы анализа сигналов могут различаться в зависимости от приложения. Например, при "критическом состоянии" обработка может быть прервана на короткое время для снижения температуры мотора. Та же цель может быть достигнута уменьшением глубины резания, следствием чего является снижение потребляемой мощности и отдачи тепла. Такой анализ сигналов датчиков производится системой ЧПУ и обеспечивает надежную работу также в условиях "безлюдного" производства. При этом предотвращаются повреждения шпиндель IBAG Switzerland и тем самым ненужные дорогостоящие простои на ремонт шпинделя.
. Порядок точности – единицы μ обеспечивается датчиком для измерения аксиального смещения вала шпинделя;
датчик измерения температуры. Контроль вибраций Свой взнос вносят и датчики вибраций. Документация и анализ вибраций, а также их сравнение с эмпирически установленными граничными значениями производится программно. Высокий уровень колебаний может быть обусловлен плохо сбалансированным инструментом, неправильными параметрами обработки или аварийной ситуацией. Датчики вибраций также поставляют три сообщения: "O.K."- зеленый сигнал, "Предупреждение"- оранжевый и "Ошибка"- красный. При подключении к устройству ЧПУ возможен широкий контроль, диагностика неисправностей и, посредством своевременного технического обслуживания, предотвращение аварий и минимизация простоев. Замечание: Для тяжелых шпинделей датчики встраиваются в шпиндель IBAG Switzerland, для малых моторшпинделей IBAG возможно только внешнее позиционирование. Контроль системы крепления инструмента Для избежания повреждений при смене инструмента HF- шпиндели оснащаются по выбору пользователя цифровыми или аналоговыми датчиками в системе крепления инструмента.
При этом распознается качество зажима и отсутствие инструмента. Тем самым обеспечивается надежная автоматическая смена инструмента в системах HSK, BT и BBT. Замечание: регулируемые цифровые датчики стыкуются практически со всеми системами ЧПУ и PLC.
Имеются в наличии аналоговые датчики с устанавливаемой пользователем обратной реакцией для тяжелых моторшпинделей.
. Надежность автоматической смены инструмента обеспечивается специальным сенсором. Моторные технологии IBAG использует самые современные и лучшие моторные технологии: переменный ток для высокой мощности на средних и высоких скоростях, постоянный ток для максимального вращающего момента специально для низких скоростей вращения и минимальной передачи тепла от мотора к шпиндельному валу. Обеспечение жесткости, точности и долгого срока шпинделя в широком диапазоне скоростей вращения Подшипники шпинделей IBAG устанавливаются в различной конфигурации.

Смазка масляным туманом или масляная смазка на весь срок службы шпинделя.
Тандем (ТД) - конфигурация подшипников является стандартной для малых и средних моторшпинделей. Она обеспечивает высочайшие скорости вращения моторшпинделей.
"O"- конфигурация возможна для всех шпинделей. При использовании "O"- конфигурации максимальные скорости вращения шпинделей слегка снижаются, зато обеспечивается одинаковая жесткость шпинделя в обоих аксиальных направлениях и меньшее динамическое смещение шпинделя. Типичным применением "O"- конфигурации является сверление. "O-ТД"- конфигурация применяется, как правило, для тяжелых шпинделей и высоких вращающих моментов при снятии больших объемов материала и использовании длинных инструментов. Смазка масляным туманом в исполнении IBAG означает подачу точно рассчитанного количества воздушно-масляной смеси непосредственно на гибридные керамические подшипники. Смесь подготавливается к подаче в специальном механическом смесителе. Некоторые шпиндели снабжены AI-смазкой. Минимальное количество масла подается через три отверстия малых размеров в наружном кольце подшипника напрямую в область вращения шариков. Этим оптимизируется смазка подшипников и снижается их нагрев. Рисунок справа поясняет механизм AI-смазки. Воздушная прокладка защищает шпиндель от внешних загрязнений. Определяемый скоростью вращения предварительный натяг подшипников увеличивает срок службы шпинделя, без ремонта шпиндели IBAG.
Некоторые шпиндели оснащаются интегрированной гидравлической системой переменного зависимого от скорости вращения предварительного натяга подшипников. Эта система позволяет осуществлять точно контролируемый предварительный натяг шарикоподшипников смешанного типа с керамическими шариками. Так, для больших инструментов при низких скоростях вращения необходим высокий предварительный натяг для обеспечения высокой жесткости и стабильности. При высоких оборотах и малых инструментах правильным выбором будет низкий высокий предварительный натяг. Дополнительным эффектом правильно выбранного натяга является определяемое скоростью вращения демпфирование колебаний. Тем самым обеспечивается оптимальное использование мощности шпинделя, длинный срок службы и более высокое качество обрабатываемой поверхности.
Оптимальное использование мощности шпинделя, длинный срок службы и более высокое качество обрабатываемой поверхности обеспечивается управляемым гидравлическим предварительного натяга подшипников зависимым от скорости вращения шпинделя.

Опции охлаждения инструмента и заготовки
Для оптимального охлаждения инструмента и заготовки пользователь имеет возможность выбора между тремя вариантами подвода воздуха, масла и смазочно-охлаждающей жидкости (СОЖ) в область резания.
Подвод охлаждающей жидкости TCW1 Оснащение шпинделя TCW1 включает в себя от 4-х до 6-ти регулируемых форсунок на передней поверхности корпуса шпинделя. СОЖ поступает на специальную муфту, расположенную на задней поверхности шпинделя и движется через корпус шпинделя в область резания. Такое решение подходит для подачи СОЖ для охлаждения инструмента и смыва стружки, а также для подачи воздуха для обдува детали. Дополнительный подвод охлаждающей жидкости TCW2 TCW2 представляет собой дополнительную гибкую насадку на шпиндельной головке. Она используется, как правило, для подачи дополнительного охлаждающего средства, например, воздуха или масла для сверлильных операций, включая нарезание резьбы. TCW2 поставляется практически для всех средних и тяжелых моторшпинделей IBAG.
Подача СОЖ под давлением через центр шпинделя: Опция W Подвод СОЖ через центр шпинделя IBAG Switzerland и инструмент обеспечивает оптимальные условия резания. Охлаждение и смыв стружки происходит непосредственно в области режущих кромок инструмента, что предотвращает "обработку" стружки и поломку режущих кромок и улучшает качество обработанной поверхности. Данная опция особенно необходима при сверлении глубоких отверстий и фрезеровании пазов и карманов. Опция W поставляется для давлений до 80 бар и скоростей вращения до 30 000 об/мин. Оптимальный выбор параметров обработки Одним из наиболее трудоемких моментов практического применения HSC является выбор оптимальных для конкретного материала параметров обработки. Любая новая комбинация инструмент – заготовка требует огромного количества пробных проходов.
Желаемый оптимум – минимальное время обработки при высочайшей точности, – связан с выбором оптимальной комбинации параметров обработки и инструмента для конкретного материала заготовки и формы обрабатываемой детали. При этом даже удовлетворительный результат часто бывает далек от оптимального. Ремонт шпинделя IBAG.
Для решения этой трудоемкой задачи IBAG также предлагает свое решение - специально разработанное программное обеспечение P-Calc, базирующееся на обширной базе данных, характеризующих материал заготовки, режущий инструмент и HSC-шпиндель.
Расчет режимов резания происходит по следующей схеме:
· Задается материал заготовки из базы данных P-Calc. База данных содержит все необходимые для расчета характеризующие материал константы.
· Задается желаемый инструмент из базы данных P-Calc. База данных также содержит все необходимые для расчета данные, как, например, допускаемые и рекомендуемые скорости резания и подачи.
· Задается геометрия обрабатываемой поверхности. На основании перечисленных исходных данных и базы данных P-Calc рассчитываются необходимые мощности и моменты шпинделя IBAG Switzerland. Дополнительно рассчитываются радиальные и аксиальные силы резания, действующие на инструмент и Ремонт шпинделя IBAG. Следующим шагом является расчет оптимальных режимов резания и планирование наиболее подходящего для каждого конкретного приложения технологического процесса. Кроме того, применение программного обеспечения P-Calc позволяет избежать выбор недопустимых режимов резания, ведущий к перегрузкам и, как следствие, к поломке шпинделя. Применение тяжелых HF-моторшпинделей в авиакосмической и автомобильной промышленности HSC-шпиндели IBAG широко используются в мировом станко-, автомобиле- и авиастроении. Ремонт шпинделя IBAG.

В числе основных клиентов IBAG Switzerland AG из числа мировых автомобильных гигантов можно упомянуть:
· BMW, Германия, где на обрабатывающих центрах, оснащенных шпинделями IBAG, изготовляются из алюминиевых отливок задние оси для лимузина среднего класса 5-й серии · PSA (Peugeot - Пежо), Франция, где с помощью шпинделя IBAG изготавливаются моторные блоки из алюминия. Шпиндели IBAG Switzerland встроены в манипуляторы фирмы TRICEPT, которые в свою очередь являются частью инновативных обрабатывающих центров. На этих уникальных станках производится чистовая обработка поверхностей с параллельной работой шести моторшпинделей, которые высверливают отверстия в головке цилиндров и коленчатом валу двигателя · Многочисленные детали для механического и электрического оснащения автомобилей изготавливаются с помощью IBAG-шпинделей на предприятиях Delphi Automotive в США Мировая авиационная промышленность также пользуется преимуществами HSC-шпинделей IBAG:
· На предприятиях Pratt&Whitney и Lockheed шпиндели IBAG обрабатывают детали турбин и агрегатов · NASA использует шпиндели IBAG при изготовлении воздушно-космических аппаратов
· Boeing в США и Airbus А380 в Европе также являются заказчиками IBAG. На их предприятиях шпиндели IBAG встроены в обрабатывающие центры Ingersol для обработки большого спектра деталей из алюминия. Так, например, шпангоуты и стрингеры корпуса Airbus А380 полностью выфрезеровываются из цельного металла. При этом высокие скорости вращения шпинделей – до 60 000 об/мин при больших мощностях обеспечивают максимальные скорости резания и подачи. Этим минимизируется время обработки, и представляется возможность экономичного изготовления сложных деталей больших размеров из цельного металла. Мощность производимых шпинделей IBAG Switzerland AG доходит до 195 кВт, скорости вращения шпинделя до 100 000 об/мин. Ремонт шпинделя IBAG.
Шпиндели IBAG оснащаются керамическими гибридными подшипниками в расположении "О" или "тандем". Опционально шпиндели IBAG оснащаются датчиками температуры и колебаний для контроля работоспособности. Активное предварительное напряжение подшипников и демпфирование обеспечивает высочайшую точность и качество обработанной поверхности. Подача охлаждающей жидкости через центр шпинделя IBAG позволяет возможность эффективного смыва стружки с режущих кромок инструмента, что особенно важно при снятии больших объемов алюминия. Этим обеспечивается высокая надежность процесса обработки. Таким образом, швейцарские шпиндели IBAG для HSC-обработки работают особенно надежно и производительно в автомобильной и авиационной промышленности. Высокоскоростная обработка шпинделями IBAG HSC (High Speed Cutting) является залогом повышения точности обработки и сокращения времени производственного цикла. Такая обработка немыслима без высококачественного шпинделя IBAG и соответствующего программного обеспечения. Этим обуславливается совместное участие швейцарского производителя HSC- шпиндели IBAG Switzerland AG
Подача СОЖ под давлением через центр моторшпинделя: Опция W
Подвод СОЖ через центр шпинделя IBAG Switzerland и инструмент обеспечивает оптимальные условия резания. Охлаждение и смыв стружки происходит непосредственно в области режущих кромок инструмента, что предотвращает "обработку" стружки и поломку режущих кромок и улучшает качество обработанной поверхности. Данная опция особенно необходима при сверлении глубоких отверстий и фрезеровании пазов и карманов. Шпиндельная Опция W поставляется для давлений до 80 бар и скоростей вращения до 30 000 об/мин.
Оптимальный выбор параметров обработки
Одним из наиболее трудоемких моментов практического применения HSC является выбор оптимальных для конкретного материала параметров обработки. Любая новая комбинация инструмент – заготовка требует огромного количества пробных проходов. Желаемый оптимум – минимальное время обработки при высочайшей точности, – связан с выбором оптимальной комбинации параметров обработки и инструмента для конкретного материала заготовки и формы обрабатываемой детали. При этом даже удовлетворительный результат часто бывает далек от оптимального.
Для решения этой трудоемкой задачи IBAG также предлагает свое решение - специально разработанное программное обеспечение P-Calc, базирующееся на обширной базе данных, характеризующих материал заготовки, режущий инструмент и HSC-шпиндель. Расчет режимов резания происходит по следующей схеме:
· Задается материал заготовки из базы данных P-Calc. База данных содержит все необходимые для расчета характеризующие материал константы.
· Задается желаемый инструмент из базы данных P-Calc. База данных также содержит все необходимые для расчета данные, как, например, допускаемые и рекомендуемые скорости резания и подачи.
· Задается геометрия обрабатываемой поверхности.
На основании перечисленных исходных данных и базы данных P-Calc рассчитываются необходимые мощности и моменты шпинделя IBAG Switzerland. Дополнительно рассчитываются радиальные и аксиальные силы резания, действующие на инструмент и HF-шпиндель. Следующим шагом является расчет оптимальных режимов резания и планирование наиболее подходящего для каждого конкретного приложения технологического процесса.
Кроме того, применение программного обеспечения P-Calc позволяет избежать выбор недопустимых режимов резания, ведущий к перегрузкам и, как следствие, к поломке моторшпинделя.

Применение тяжелых HF-шпинделей в авиакосмической и автомобильной промышленности
HSC-шпиндели IBAG широко используются в мировом станко-, автомобиле- и авиастроении. В числе основных клиентов IBAG Switzerland AG из числа мировых автомобильных гигантов можно упомянуть:
· BMW, Германия, где на обрабатывающих центрах, оснащенных шпинделями IBAG, изготовляются из алюминиевых отливок задние оси для лимузина среднего класса 5-й серии
· PSA (Peugeot - Пежо), Франция, где с помощью IBAG-шпинделей IBAG Switzerland изготавливаются моторные блоки из алюминия. Шпиндели встроены в манипуляторы фирмы TRICEPT, которые в свою очередь являются частью инновативных обрабатывающих центров. На этих уникальных станках производится чистовая обработка поверхностей с параллельной работой шести шпинделей, которые высверливают отверстия в головке цилиндров и коленчатом валу двигателя
· Многочисленные детали для механического и электрического оснащения автомобилей изготавливаются с помощью моторшпинделей IBAG на предприятиях Delphi Automotive в США
Мировая авиационная промышленность также пользуется преимуществами HSC-шпинделей IBAG:
· На предприятиях Pratt&Whitney и Lockheed шпиндели IBAG обрабатывают детали турбин и агрегатов
· NASA использует шпиндели IBAG при изготовлении воздушно-космических аппаратов
· Boeing в США и Airbus А380 в Европе также являются заказчиками IBAG. На их предприятиях шпиндели IBAG встроены в обрабатывающие центры Ingersol для обработки большого спектра деталей из алюминия. Так, например, шпангоуты и стрингеры корпуса Airbus А380 полностью выфрезеровываются из цельного металла. При этом высокие скорости вращения шпинделей – до 60 000 об/мин при больших мощностях обеспечивают максимальные скорости резания и подачи. Этим минимизируется время обработки, и представляется возможность экономичного изготовления сложных деталей больших размеров из цельного металла.
Мощность шпинделей производства IBAG Switzerland AG достигает 195 кВт, скорости вращения до 100 000 об/мин. Они оснащаются керамическими гибридными подшипниками в расположении "О" схемы или "тандем". Опционально они оснащаются датчиками температуры и колебаний для контроля работоспособности. Ремонт шпинделя IBAG. Активное предварительное напряжение подшипников и демпфирование обеспечивает высочайшую точность и качество обработанной поверхности. Подача охлаждающей жидкости через центр шпинделя позволяет возможность эффективного смыва стружки с режущих кромок инструмента, что особенно важно при снятии больших объемов алюминия. Этим обеспечивается высокая надежность процесса обработки. Таким образом, швейцарские шпиндели IBAG Switzerland для HSC-обработки работают особенно надежно и производительно в автомобильной и авиационной промышленности.
![]() Скачать: Ремонт шпинделя «Опросный лист»
Скачать: Ремонт шпинделя «Опросный лист»
Высокоскоростная обработка HSC (High Speed Cutting) шпинделя, является залогом повышения точности обработки и сокращения времени производственного цикла. Такая обработка немыслима без высококачественного шпинделя IBAG Switzerland и соответствующего программного обеспечения. Этим обуславливается совместное участие швейцарского производителя HSC-шпинделей IBAG Switzerland AG
 QR-код
QR-код